The Forwell Quick Die Change System boosts the efficiency and safety of small to large scale pressing operations. For the system configuration best suited to your needs, please refer to the following sections.
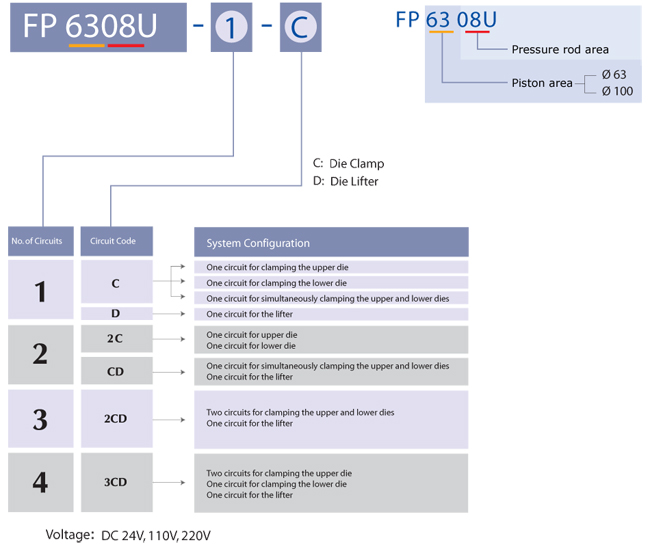
1. Explanation of Model Numbers
2. Selection of Clamps
| Basic clamp selection | Select TX Clamp when die U-slots are provided. Select TY Clamp when die U-slots are not provided. |
| Determine the required clamping force | Clamping force = 20% of Press Tonnage |
| Distribution of upper to lower die clamping force | Higher press tonnage for the upper die. Ratio of upper clamping force to lower clamping force=3:2 (Single die clamping force)=(upper or lower die clamping force)÷number of clamps |
| How to determine the number of clamps required | Determine the number of clamps according to the dimensions and configuration of your die and the T-slot arrangement on the press. |
| Screw Bolt | M16 | M18 | M20 | M24 | M30 | M38 |
| Clamping Force (tf) | 3 | 4 | 6 | 10 | 15 | 20 |
| * Determine the number of clamps according to the dimensions and configuration of your die and the T-slot arrangement on the press. | ||||||
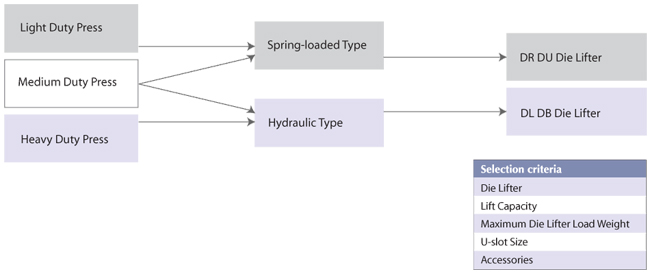
3. Selection of Die Lifters
Select Spring-Loaded or Hydraulic Die Lifters
Select Spring-Loaded (DR DU) or Hydraulic (DL) Die Lifters according to the press tonnage, die weight and the die positioning accuracy required.
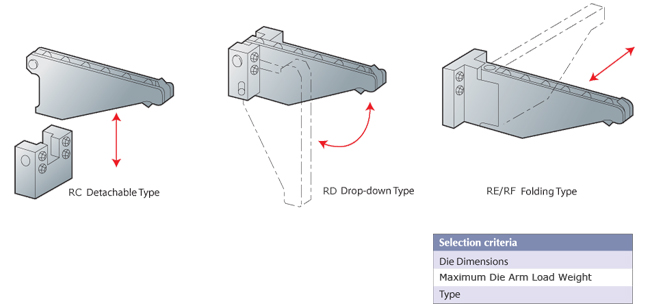
4. Selection of Die Arms